当前位置>中经研究 >
切削工具项目市场分析
发布时间 2019-04-01 13:03:43 来源:中经纵横
第一节 切削工具项目界定
切削工具是指手工或机床用可互换的切削工具。主要包括:孔加工刀具、车(刨)削刀具、铣削刀具、螺纹刀具、拉削刀具、切齿刀具、其他刀具(速钢与硬质合金刀具);钻头、铰刀、锯条、刀片等;木工刀具、陶瓷刀具、立方氮化硼刀具等;工具系统及其他。
第二节 切削工具应用领域分析
因切削工具种类繁多,产品多样,其应用领域也较为广阔,可以用于机械及工具制造行业,汽车行业、航空航天、军工、电力电子机械装备行业及生活用品行业等。
第三节 切削工具产业发展历程
我国在金属切削方面有着悠久的历史。古代加工石质、木质、骨质和其他非金属器物是今天金属加工的序曲。在旧石器时代就有石砍砸器,到了新石器时代,人们再与大自然的搏斗中生产工具得到了不断的改进。人类从这时候起,在生产实践中逐步认识了刀刃的作用。可以这样说,一个原始的切削加工过程形成了。基本上具备了切削的基本条件:刀具(带刃口的石器),被加工对象(生产和生活用品),切削运动。
我国的金属切削加工工艺,从青铜器时代开始萌芽的,并逐渐形成和发展。从殷商到春秋时期已经有了相当发达的青铜冶铸业出现了各种青铜工具。同时这个时期的生产的青铜工具和生活工具,在制造过程中大都要经过切削加工或研磨。我国的冶铸技术比西欧早一千多年。渗碳、淬火、和炼钢技术的发明,为制造坚硬锋利的工具提供了便利的条件。
铁质工具的出现,表明金属切削加工进入了一新的阶段。有记载表明早在三千多年前的商代已经有了旋转的琢玉工具,这也就是金属切削机床的前身。70年代在河北满城一号汉墓出土的五铢钱,其外圆上有经过车削的痕迹,刀花均匀,切削振动波纹清晰,椭圆度很小。有可能将五铢钱穿在方轴上然后装夹在木质的车床上,用手拿着工具进行切削。
八世纪的时候我国就有了金属切削车床。到了明代,手工业有了很大的发展,各种切削方法,有了较细的分工。如:车、铣、钻、磨等等。
清末,由于政府腐败和外国的侵略使我国的科学技术发展停滞不前,金属加工也处于落后的状态。
解放前,我国的工业已经十分落后,根本没有自己的机床,工具制造业。就连高速钢这样的工具材料,麻花钻这样的普通工具都不能制造。
解放后,我国的机床也有了长足的发展。机床和工具制造业也从无到有,从小到大。
七八十年代,工具材料进一步得到发展,硬质合金和高速钢的规格和品种不断增加。如:涂层硬质合金、立方碳化硼,陶瓷等等。到了八十年代数控、数显设备也开始发展起来了。由于受当时电子设备、微机、传输等影响,没有太大的发展空间。随着电子设备、微机、传输速率的快速发展,数控、数显设备也快速发展起来了。
进入21世纪以后,产品多样化和个性化的趋势进一步加剧,制造业的产品更新速度会大大加快。
每一种新产品的开发都意味着零件功能、结构、材料的重大变更,也是对切削加工提出的开发任务,就像大家熟知的如螺杆泵、等速万向节、底径定心的花键、电子工业印刷线路板等产品,无不反映着切削技术和刀具的成果。今后随着产品更新速度的加快,将构成对切削加工新的挑战。不仅如此,当前利用切削加工的柔性及现代切削加工和刀具技术的成果,革新零件加工方法,显示出投入少、产出大、见效快的特点。
正如在上世纪九十年代新建的轿车发动机、传动器生产线上所集中展示的那样:缸体孔系的整体硬质合金钻削工艺、缸盖的金刚石高速铣削工艺、同步器齿轮的筒式拉削工艺等新的加工工艺,使新建生产线的生产节拍时间缩短、产品质量提高,投资大量减少,充分显示出切削加工的巨大潜力。略……
第四节 全球切削工具项目市场发展及预测
一、全球切削工具项目产业发展现状
目前世界切削工具销售额超过150亿美元,工业发达的欧洲、北美、日澳三大市场占有73.3%—82.5%。在亚洲,中国也是一个重要市场,粗略估计中国切削工具需求在70~82亿元人民币之间,其中高精、高效、高可靠性的现代切削工具,如硬质合金和陶瓷等超硬切削工具材料可转位切削工具的消费额。
随着近期全球经济一体化和制造工艺革新的步伐,机床工具市场将会令人振奋地一直保持增长的势头。同时,伴随着技术的革新,刀具业的重新洗牌也一直在进行。
全世界的机床工具需求有望按照7.2%的增长速度在2010年底超过688亿美金。据估计,占据2009年机床工具总分额61.43%的金属切削刀具的需求有望按照8.6%的速度增长。据此预计,全世界的金属切削刀具市场将在2010年底超过400亿美金。
就行业来划分,消耗量最大的是汽车行业,机床工具消耗约占所有刀具的43.78%。但是,增长速度最快的却可能是电力电子制造和装备应用行业,预计将按照9%的速度增长。
进入新世纪以来,贸易环境有所低迷,尤其美国表现明显。时至今日,在亚洲经济的稳步增长和工具需求日益旺盛的带动下,市场需求又逐步升温起来。在生产成本不断上升和亚洲国家进口的强烈冲击下,制造业的中心也逐步向低成本的亚洲国家尤其是中国转移。
过去几年中,全球的切削刀具市场一直稳步增长。日本生产了占世界22%的工具,保持着最大生产国的称号,其次是中国、德国、意大利。而中国则以20%的总消耗份额位列切削工具最大消耗国,接下来是日本和美国。中国和亚洲经济的高速增长,推动了切削工具业的销售额的膨胀。然而,全球切削工具市场往往对经济环境反应灵敏。
随着东欧国家对现代化和投资方面的需求,市场的总需求也在升温。土耳其和拉丁美洲的一些国家比如巴西对切削工具的需求有望高于平均水平。美国消耗了所有切削工具的5%,仍然保留着前三名的位置。然而它的生产大国的位置,越来越受到韩国和台湾的挤压。
二、全球切削工具项目产业发展态势预测
目前世界切削工具市场发展态势为:
1、全世界范围的增长
欧洲、北美稳定增长,特别是东欧;亚洲市场略有回升,其市场潜力很大,拉美国家市场明显增长,尤其是墨西哥。
2、硬质合金刀具逐渐取代高速钢刀具,特别是圆形刀具。
3、涂层刀具的应用越来越普遍,其中PVD涂层刀具增幅最大。
4、PCD、PCBN和金刚石涂层刀具增长迅速。
5、干式切削发展很快,特别是在欧洲。
6、高速加工用新型刀具市场占有量不断增长。
7、在高新领域市场出现很多大公司强强联合。
8、分销商的联合和全方位服务体系。
9、技术开发是工具制造厂家围着用户的需求和切削制造厂家生产动向来开发自己的产品。
第五节 中国切削工具项目产业发展环境
一、宏观经济环境分析
(一)主要经济指标增长情况
2005-2009年我国GDP增长变化情况
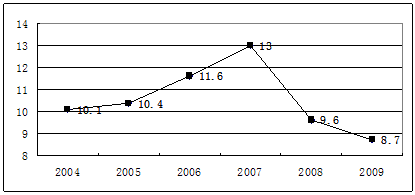
2005-2009年我国CPI指数同比增长变化情况

(二)2008-2009年国家宏观调控政策促进情况分析
2008年,我国经济发展的宏观环境复杂多变,面对“百年一遇”国际金融危机,以及国内罕见低温雨雪冰冻和汶川特大地震严重破坏的严峻挑战,党中央、国务院总揽国内国际两个大局、立足当前、着眼长远、果敢决策,及时出台一系列宏观调控政策,并准确把握调控的节奏、方向和力度,使我国经济社会发展经受住考验,呈现出增长较快、价格回稳、结构优化、民生改善的良好局面。
2008年我国宏观调控政策转变幅度之大,调整速度之快前所未有,先后经历了“双防”、“一保一控”、“灵活审慎保增长”和“保增长扩内需调结构”等四个阶段。中国的一系列扩大内需、促进经济增长财政政策措施效果已开始显现,部分地区和行业经济出现企稳回升迹象。
为了保障扩大投资政策效果,财政部建立工作协调机制,推进科学决策;严格预算审核,着力优化投资结构;改进资金分配机制,切实提高政府投资的效益。随着一批重点工程陆续开工,政府投资的杠杆引导作用得到充分发挥,带动全社会固定资产快速增长。2009年前三季度,全社会固定资产投资155057亿元,同比增长33.4%,增速比上年同期加快6.4个百分点。
促进消费的政策效果日益体现。扩大消费有利于改善我国投资与消费的比例关系,优化经济结构。一方面,中央财政切实加大对低收入群体补助力度,另一方面,在全国范围内实施“家电下乡”“汽车摩托车下乡”等补贴政策,实施房地产交易税收优惠政策等,更为直接、主动地促进扩大消费。上述政策措施有效地拉动了消费需求。2009年前三季度,社会消费品零售总额89676亿元,同比增长15.1%;扣除价格因素,实际增长17.0%,比上年同期加快2.8个百分点。
稳定外需的政策得到有效落实。为了尽量缓解国际金融危机对出口的影响,财政部今年进一步提高纺织、服装、石化、电子信息等产品的出口退税率,调整相关进出口关税政策,继续执行去年已出台的一系列税费减免政策等。稳定外需的财税政策,对遏制出口过快下降起到了积极作用。
结构调整取得新进展。财政部先后实施了“节能与新能源汽车的示范推广试点”、“节能产品惠民工程”、“太阳能屋顶计划”等,抢占未来发展制高点,培育新的经济增长点;采取预拨等方式,加快实施重大科技专项,提升我国科技实力。
货币政策调控效果也逐步显现。货币信贷平稳增长,银行体系流动性充裕,金融业稳健运行。信贷结构进一步优化,对灾区、“三农”和中小企业的信贷支持逐步加大。一些金融机构已成立专门的中小企业信贷部门开展试点工作,普遍反映试点成效良好。
初步测算,2009年全年国内生产总值335353亿元,按可比价格计算,比上年增长8.7%,增速比上年回落0.9个百分点。分季度看,一季度增长6.2%,二季度增长7.9%,三季度增长9.1%,四季度增长10.7%。分产业看,第一产业增加值35477亿元,增长4.2%;第二产业增加值156958亿元,增长9.5%;第三产业增加值142918亿元,增长8.9%。
1、农业生产继续稳定发展,粮食实现连续六年增产。
全年粮食总产量达到53082万吨,比上年增长0.4%,连续6年增产。其中,夏粮产量12335万吨,增长2.2%;早稻3327万吨,增长5.3%;秋粮37420万吨,下降0.6%。油料产量预计增长5%左右,糖料下降9%左右。肉类产量保持稳定增长,全年猪牛羊禽肉产量7509万吨,增长5.0%。其中,猪肉产量4889万吨,增长5.8%。生猪出栏6.4亿头,增长5.7%;生猪存栏4.7亿头,增长1.5%。
2、工业生产逐季回升,实现利润由大幅下降转为增长。
2009年全年规模以上工业增加值比上年增长11.0%,增速比上年回落1.9个百分点。其中,一季度增长5.1%,二季度增长9.1%,三季度增长12.4%,四季度增长18.0%。分经济类型看,国有及国有控股企业增长6.9%;集体企业增长10.2%;股份制企业增长13.3%;外商及港澳台投资企业增长6.2%。分轻重工业看,重工业增长11.5%,轻工业增长9.7%。分行业看,39个大类行业全部实现同比增长。分地区看,东、中、西部地区分别增长9.7%、12.1%和15.5%。工业产销衔接状况良好,全年规模以上工业企业产销率达到97.67%。
3、投资持续快速增长,涉及民生领域的投资增长明显加快。
2009年全年全社会固定资产投资224846亿元,比上年增长30.1%,增速比上年加快4.6个百分点。其中,城镇固定资产投资194139亿元,增长30.5%,加快4.4个百分点;农村固定资产投资30707亿元,增长27.5%,加快6.0个百分点。在城镇投资中,第一产业投资增长49.9%,第二产业投资增长26.8%,第三产业投资增长33.0%。分地区看,东部地区投资增长23.9%,中部地区增长36.0%,西部地区增长35.0%。涉及民生领域的投资大幅增长。全年基础设施(扣除电力)投资41913亿元,增长44.3%。其中,铁路运输业增长67.5%,道路运输业增长40.1%,城市公共交通业增长59.7%。居民服务和其他服务业增长61.8%,教育增长37.2%,卫生、社会保障和社会福利业增长58.5%。全年房地产开发投资36232亿元,增长16.1%,增速比上年回落4.8个百分点。
4、市场销售增长平稳较快,部分产品销售快速增长。
全年社会消费品零售总额125343亿元,比上年增长15.5%;扣除价格因素,实际增长16.9%,实际增速比上年同期加快2.1个百分点。其中,城市消费品零售额85133亿元,增长15.5%;县及县以下消费品零售额40210亿元,增长15.7%。分行业看,批发和零售业消费品零售额105413亿元,增长15.6%;住宿和餐饮业消费品零售额17998亿元,增长16.8%。在限额以上批发和零售贸易业商品零售中,除通讯器材类外,其他20类商品零售均实现较大幅度增长。其中,服装、鞋帽、针纺织品类增长18.8%,家具类增长35.5%,汽车类增长32.3%。
5、居民消费价格和生产价格全年下降,年底出现上升。
2009年全年居民消费价格比上年下降0.7%。其中,城市下降0.9%,农村下降0.3%。分类别看,八大类商品价格四涨四落:烟酒及用品上涨1.5%,医疗保健和个人用品上涨1.2%,食品上涨0.7%,家庭设备用品及维修服务上涨0.2%;居住下降3.6%,交通和通信下降2.4%,衣着下降2.0%,娱乐教育文化用品及服务下降0.7%。居民消费价格11月份同比涨幅由负转正,当月上涨0.6%,12月份上涨1.9%。全年工业品出厂价格下降5.4%,12月份由负转正,当月上涨1.7%。全年原材料、燃料、动力购进价格下降7.9%;商品零售价格下降1.2%。
6、进出口总额全年下降,自11月份由降转升。
2009年全年进出口总额22073亿美元,比上年下降13.9%。11月份进出口总额同比涨幅由负转正,当月增长9.8%,12月份增长32.7%。全年出口12017亿美元,下降16.0%;进口10056亿美元,下降11.2%。进出口相抵,贸易顺差1961亿美元,比上年减少994亿美元。
7、城乡居民收入稳定增长,就业形势好于预期。
2009年全年城镇居民家庭人均总收入18858元。其中,城镇居民人均可支配收入17175元,比上年增长8.8%,扣除价格因素,实际增长9.8%。在城镇居民家庭人均总收入中,工资性收入增长9.6%,经营净收入增长5.2%,财产性收入增长11.6%,转移性收入增长14.9%。农村居民人均纯收入5153元,比上年增长8.2%,扣除价格因素,实际增长8.5%。其中,工资性收入增长11.2%,第一产业生产经营收入增长2.2%,二、三产业生产经营收入增长10.0%,财产性收入增长12.9%,转移性收入增长23.1%。全年城镇就业人员比上年净增910万人。年末农村外出务工劳动力1.49亿人,比一季度末增加170万人。
8、货币供应量增长较快,新增贷款大幅增加。
2009年12月末,广义货币(M2)余额60.6万亿元,比上年末增长27.7%,增幅同比加快9.9个百分点;狭义货币(M1)22.0万亿元,增长32.4%,加快23.3个百分点;市场货币流通量(M0)38246亿元,增长11.8%,回落0.9个百分点。金融机构各项贷款余额40.0万亿元,比年初增加9.6万亿元,同比多增4.7万亿元。
当前世界经济复苏的基础还比较脆弱,国内经济运行中还存在一些不确定因素。面对困难和机遇并存的复杂形势,我们要坚定不移地贯彻中央经济工作会议的各项部署,深入贯彻落实科学发展观,保持宏观经济政策的连续性和稳定性,着力提高政策的针对性和灵活性,进一步提高经济增长的质量和效益,加快推动经济发展方式转变和经济结构调整,积极推进改革开放和自主创新,注重改善民生和保持社会和谐稳定,加强统筹国内国外两个大局,努力实现国民经济平稳较快发展。
(三)2010年宏观经济预测
当前,我国经济社会发展仍处在企稳回升的关键时期。在国际环境不确定性较大、国内自主增长动力不足的大背景下,2010年我国宏观调控将面临更加复杂的环境,既有可能在经济回升过程中因继续“保增长”的政策力度过猛导致投资过快增长和通货膨胀压力明显上升,也有可能因刺激经济增长的政策力度减弱过快,经济出现二次下滑。三种情景下的中国经济走势预测如下:
1、GDP增长8.5%左右的平稳增长情景
如果2010年全球经济缓慢复苏,使中国外部经济环境有所好转,出口下滑和外资下降局面逐步改观。国内现有政策取向基本保持不变,将保持经济平稳较快发展和大力推进结构调整作为宏观调控的主要任务,继续实行积极的财政政策,财政赤字占GDP的比重保持在3%左右;继续实行适度宽松的货币政策,广义货币供应量(M2)余额同比增长率年内逐步控制到18%左右,新增贷款规模全年控制在8万亿元以内,企业从证券市场融资规模大于2009年,全社会资金较为宽松;固定资产投资政策体现有保有压的结构性调控取向,一方面为民间投资创造相对宽松的政策环境,房地产投资较快增长,企业技术升级投资项目增多;另一方面坚决抑制重复建设投资项目的新开工,政府基础设施投资重点保在建项目,压新铺摊子。在这一情景下,由于政府经济刺激政策的新增量小于2009年,国内外市场环境好转但不足以刺激企业大规模增加投资,经济自主性增长动力有所提高但仍未全面恢复,国民经济保持平稳增长态势,GDP增速大体与2009年持平。由于中国经济在长期潜在增长区间下限运行,总量上供过于求仍是经济运行的基本特征,当年不会出现明显的通货膨胀,预计居民消费价格将上涨2.5%左右;就业和国际收支状况将进一步好转。
2009年新开工项目规模很大,投资增长惯性较强;房地产投资加快的趋势仍将延续;但政府投资项目不再大规模铺新的摊子,新增信贷规模减少和对重复建设的政策约束对投资增长将产生一定抑制作用。综合考虑上述因素,预计2010年固定资产投资名义增速为31%左右,大体与2009年持平,但扣除价格因素后的实际增速低于2009年。
2010年,消费保持平稳增长具备诸多有利因素,城乡居民收入水平持续增长为扩大消费增强了后劲,医改新方案等社会保障制度建设有助于减轻居民消费的后顾之忧,储蓄消费型增长模式使我国消费有较强稳定性。但经济型轿车减税、家电下乡、家电和汽车摩托车以旧换新等扩大消费政策可能出现政策效应递减。预计社会消费品零售总额增长18.5%,实际增长15.6%,略低于2009年水平。
外贸出口有望恢复正增长。世界经济由大幅负增长转为小幅正增长是中国出口恢复增长的基础性因素。数量分析显示,中国出口量对世界经济总量弹性为5.3,即世界经济每上升或下降一个百分点,中国出口量随之上升或下降5.3个百分点。2010年世界经济如果实现2%以上的增长,我国外贸出口增速有望达到10.8%左右;内需强劲有助于拉动进口需求进一步加速,预计进口增长13.5%;实现外贸顺差2200亿美元左右,大体与2009年持平。发达国家居民家庭储蓄率上升,将在一定程度上影响对中国商品的需求。贸易保护主义进一步加剧,贸易摩擦明显增多,我国外贸出口形势并不乐观,难以回升到2008年的进出口绝对额水平。
2010年,为防止未来通货膨胀压力过大,不宜进一步加大扩张性政策力度,货币信贷真正回归适度宽松局面,如果确能实现经济平稳增长情景,同时大力推进结构调整和体制改革,将有利于经济可持续发展,并减少扩张性政策的后遗症,这是最值得争取的情景。
2、GDP增长9%以上的强劲复苏情景
如果世界主要经济体为促进经济加速复苏,目前施行的扩张性经济政策2010年全年都不退出,贸易保护主义得到抑制,全球贸易重新活跃,世界经济和贸易全面回升,同时,人民币汇率继续保持基本稳定,前期出台的刺激外贸政策不变,则我国外贸出口增速可能达到20%以上,进口增速达到21.5%,外贸顺差比上年增长15%左右,净出口对我国经济有明显的正拉动作用。
国内继续实施应对国际金融危机的一揽子计划,将保持经济平稳较快增长作为宏观调控的首要目标,继续实行积极的财政政策,财政赤字占GDP的比重略超过3%;继续实行适度宽松的货币政策,广义货币供应量(M2)余额同比增长率年末控制到20%左右,新增贷款规模全年控制在10万亿元以内,证券市场活跃,全社会资金十分宽裕。财政和信贷资金有效带动社会资金的投入,房地产开发投资重新恢复快速增长,十大产业调整和振兴规划实施进展顺利,一批科技含量较高的产业投资项目上马,固定资产投资名义增速高于2009年,实际增速与2009年持平。企业设备利用率回升较快,就业状况明显好转,城乡居民收入增速提高,城乡消费品市场繁荣活跃。在这一情景下,国民经济出现强劲复苏态势,GDP增速超过9%。但世界经济加速复苏可能使我国输入性涨价因素增多,居民消费价格和工业品出厂价格回升较快,分别上涨3.2%和7.5%左右。国内外流动性过份充裕局面会为未来通货膨胀留下隐患。同时,经济增速回升快,经济结构调整不充分,产能过剩矛盾进一步加剧,不利于经济可持续发展。
3、GDP增长8%以下的继续调整情景
如果世界主要经济体目前实施的扩张性政策较快退出,多数国家采取提高利率等手段收紧银根,由于各国经济内生增长动力较弱,企业设备利用率和就业率回升缓慢,世界产业结构将展开深度调整;同时,贸易和投资保护主义盛行,国际贸易回升乏力,跨国投资陷入停滞。在这一情景下,世界经济增长可能低于2%,我国对外贸易和利用外资的国际环境没有大的改善,出口仅增长6%,进口增长11%,外贸顺差比上年下降15%左右,净出口仍为GDP增长的负拉动因素。
如果国内实行积极的财政政策和稳健的货币政策,将预防通货膨胀放在宏观调控的突出位置;财政赤字占GDP的比重明显小于2009年;货币政策操作逐步加大收紧力度,广义货币供应量(M2)余额同比增长率年内控制到16%左右,新增贷款规模全年控制在6万亿元左右,证券市场交投不活跃,企业直接融资规模小于2009年,全社会资金面比2009年明显收紧;在全力保证4万亿投资已开工项目进展的同时,严格控制政府投资新开工项目,房地产投资增速大体与2009年持平。由于经济刺激政策的新增量明显小于2009年,经济自主性增长动力不足,固定资产投资和社会消费品零售总额实际增速均低于2009年,企业设备利用率较低,就业困难较大,国民经济出现继续调整态势,GDP增速低于8%。由于中国经济实际增速明显低于长期潜在增长率,总量供过于求矛盾突出,几乎没有新涨价因素,CPI和PPI的上涨主要是翘尾因素影响,预计居民消费价格将上涨1.3%左右,PPI上涨3%左右。这一情景可借助世界性产业结构深度调整来淘汰国内一批落后企业和落后产能,也有利于防止通货膨胀;但就业压力增大。
二、政策法规及标准
1、五类机床工具产品出口退税率上调
自2009年6月1日起,国务院批准提高部分商品的出口退税率,其核心原则是确保出口产品在国际市场的份额保持不变。具体到机床工具行业有5大类产品涉及到此次出口退税政策的调整:切削金属或金属陶瓷的牛头刨床、滚压成形机床、加工木材等材料的锯床、300吨及以下的金属冷拔管机等出口退税率提高到17%;工具夹具及自启板牙切头出口退税率提高到15%。
总体来说,这次调整的幅度不是很大。切削金属或金属陶瓷的牛头刨床、滚压成形机床、加工木材等材料的锯床等的退税率均是从14%提高到17%,提高3个百分点;而工具夹具及自启板牙切头等提高仅为1个百分点。
自2008年8月以来,国家对出口退税率进行了多次调整。涉及到机床工具行业的主要是,2008年11月1日开始的将数控机床硬质合金刀具出口退税率由5%提高到11%。时隔一个月,对35种机床工具产品进行出口退税率的调整,一是9项切削刀具,出口退税率由5%提高到11%;二是7项插拉刨床,从11%提高到13%;三是19项木工机床和机床零件,从13%提高到14%。
2009年1月1日,机床工具9项产品再次进行出口退税率的调整。普通插拉刨床由13%提高到14%,龙门刨床由13%提高到17%,量具量仪由13%提高到14%和17%。这一次的再度调整,机床工具中达到17%退税率的产品已经越来越多,也就是说大部分的产品已经“触顶”,没有再可以调整的余地。
对于此次出口退税率的最新调整,主要表现有:
1)现在机械类产品包括机床工具产品的出口退税率,基本都在17%。就机床工具产品具体而言,金属加工类产品的退税率一般都在17%,非金属加工机床以及一些工具类产品还有少量没有达到17%的退税率。这次虽说还能对后两类产品进行调整,但总体而言所剩无几,该调整的产品基本上都调整了。
2)这些政策对出口的影响应该不会很大。增加出口最重要的因素是出口需求的提高、出口市场的扩大,而中国海关政策的调整并不能提升需求和市场。当然作为一种政策刺激,毕竟会有一些作用,但估计作用有限。
3)此次的政策应该是暂时的。像牛头刨床这样需要结构调整的产品,行业是不鼓励多生产的,但此次将它们的出口退税率提高到最高档次17%,也是国家出于增加出口总量大局的考虑。从长远来看,虽然此次将这类产品退税率调高,但将来迟早还会再调回来。
2、切削刀具数据采集出台新的国际标准
山特维克可乐满联合斯德哥尔摩皇家技术研究所、法国机械工业技术中心等共同制订了一项新的国际标准——ISO 13399《切削刀具数据的表达与交换》,旨在消除采集切削刀具信息时因术语差别而造成的局限。
该标准以一种中立的形式提供金属切削数据,是独立于任何特定的体系或企业的术语命名法。制造商可以将相关信息直接输入PLM、CAD、CAM和CNC仿真系统或刀具管理系统,通过快速访问所需要的刀具数据,加工车间就可以确定与最有效的刀具选择相匹配的最佳加工方案。
3、切削刀具高速钢分组代号标准介绍
国家标准GB/T17111《切削刀具高速钢分组代号》规定了用于制造切削刀具,如丝锥、钻头、立铣刀等的高速钢的分组代号,适用于切削刀具用高速钢的分类。
国家标准GB/T17111《切削刀具高速钢分组代号》规定了用于制造切削刀具,如丝锥、钻头、立铣刀等的高速钢的分组代号,适用于切削刀具用高速钢的分类。但该标准不规定高速钢成分,它由GB/T 9943规定。
在该标准中,定义常规高速钢(conventional high-speed steel)是通过传统的铸锭冶炼工艺生产的高速钢,而定义粉末冶金高速钢(powder metallurgy high-speed steel)是通过粉末冶金工艺生产的高速钢。
标准说明,除标准代号之外,制造商可增加附加代号来进一步对其产品进行说明。常规高速钢 高性能高速钢 HSS-E 含钴量≥4.5%或含钒量≥2.6%或含铝量≥0.8%~1.2%的高速钢,普通高速钢 HSS 含钴量<4.5%和含钒量<2.6%,且钨当量[W]a≥11.75的高速钢,低合金高速钢 HSS-L 钨当量[W]<11.75,且≥6.5的高速钢,高性能粉末冶金高速钢 HSS-E-PM 含钴量≥4.5%或含钒量≥2.6%的粉末冶金高速钢,普通粉末冶金高速钢 HSS-PM 含钴量<4.5%和含钒量<2.6%的粉末冶金高速。略……
第六节 切削工具项目技术发展现状
一、技术发展分析
切削加工进入现代切削技术新阶段,不仅反映在将切削技术的发展建立在刀具制造商与刀具用户相互联动的机制上,而且还在此基础上表现出以下明显的技术特征及发展动向。
1、新的切削工艺全面突破传统切削技术
高速、高效切削,硬切削,干切削等新工艺应用于汽车、航空、模具及装备制造业等切削加工“大户”,不仅成倍提高了加工效率,而且推动了产品开发和工艺革新。近年来,快速发展的模具工业可以说是与高效模具切削工艺一同成长,大型模具高速铣削和淬硬模具铣削工艺改变了传统的模具加工工艺,大大缩短了模具开发周期。
与此同时,传统的车、铣、钻等切削工艺的界限不断被打破,出现了一些新的切削加工方法。如新推出的铣刀可作为孔加工刀具进行钻孔和扩孔,减少了换刀时间,提高了加工效率;又如能高效去除模腔金属的插铣刀、加工曲轴的车—车拉工艺、在复合车削中心上以铣代车的铣车工艺、用硬质合金螺纹铣刀代替硬质合金丝锥的螺纹高速加工工艺等等。此外,随着各种复合机床及“一台机床或一次装夹完成全部加工”技术的发展,将进一步改变切削加工的传统技术。
2、刀具材料和涂层技术取得重大进展
新的切削工艺全面突破传统切削技术首先应归功于刀具材料的改进和涂层技术的发展。
刀具材料的发展反映在各种刀具材料性能的全面进步上,使切削加工各领域的加工效率全面提高。其中,特别要强调两种刀具材料的进展,即超硬刀具材料PCD、CBN和硬质合金材料的进步。
PCD、CBN材料具有高硬度和特别好的耐磨性,曾被寄希望于成为高速切削的推动者,但由于其性脆,在问世后相当长一段时期内,其实用化进程缓慢。近年来,通过对PCD、CBN材料制造工艺、配方成分、组织粒度等因素的控制和调整,材料韧性得到显著改善,品种增多,应用领域扩大,使应用超硬刀具材料进行高速切削的希望变成了现实。
硬质合金作为刀具材料,也一直存在着硬度与韧性的矛盾。尽管多年来它在车削、铣削、孔加工等切削工序中的应用为全面提高加工效率发挥了重要作用,但其韧性差的缺陷并未得到显著改善。如今,用超细颗粒硬质合金制造的整体硬质合金钻头、立铣刀已得到普遍应用,切削速度比高速钢刀具可提高数倍,从而使硬质合金真正成为应用面最广、综合性能最好的刀具材料。硬质合金材料的另一个重大进展是梯度硬质合金材料的开发,使涂层硬质合金刀片基体的表层富钴,提高了硬质合金刀片刃口的韧性,不仅减少了崩刃,而且可以采用抗塑性变形好的基体材料,提高了刀片的承载能力,显著改善了涂层硬质合金刀片的切削性能。
近10多年来,涂层技术取得重大进展。在CVD涂层领域,中温CVD的TiCN及厚膜Al2O3涂层提高了刀片的耐磨性和抗裂纹扩展能力。PVD涂层的发展尤为引人注目,不仅出现了TiAlN、AlTiN、AlCrN、TiSiN、Al2O3等耐磨涂层,还有MoS2、DLC、WC/C等各种润滑涂层,以及梯度涂层、纳米涂层等新的涂层结构,使涂层的性能大为提高。目前,涂层技术的发展势头方兴未艾,以其功能多、效果好、开发快等优势,成为当前提高刀具切削性能最有效的手段。
3、刀具新牌号、新产品的创新速度大大加快
刀具作为一种工具,是制造系统中最具活力的工艺因素,处于不断创新的过程中。
在现代切削技术阶段,刀具的发展有两大特点:一是创新速度加快。两年一届的北京国际机床展(CIMT)已成为世界各国刀具制造商的“新产品发布会”,新的材料牌号、新的涂层产品、新的刀具(片)结构、新的刀柄及装夹技术、新的加工方法等层出不穷。二是确立了系统优化的创新思路。在系统优化的基础上,现在新开发一种涂层硬质合金牌号往往可比原有牌号提高切削效率20%以上,有的甚至可达50%以上。一种新的刀具产品能提供一种新的加工效果,或显著提高加工效率,如近年来流行的大进给铣刀,每齿进给量达3.5~4.0mm/z,为一般铣刀的10倍;又如刮光车削刀片的进给量可提高一倍。
4、现代切削技术的内涵扩大
切削加工进入现代切削技术新阶段后,相应出现了许多新的相关技术,使切削技术的内涵扩大。例如,高速切削技术首先应用于旋转刀具,主要是铣削加工,早期曾把主轴转速超过10000r/min作为高速切削的门槛,围绕着这一目标,开发的与加工中心相关的技术包括高速主轴、快速进给、高的加(减)速技术以及适合高速切削的数控系统等;开发的与刀具相关的技术包括HSK刀柄、7∶24两面接触刀柄、高速旋转刀具的安全技术和刀具动平衡技术。为了用整体硬质合金通用刀具进行高速加工,需要提高刀具装夹的精度和刚性,先后开发了液压夹头、热装夹头、力缩夹头等新型刀具夹头及刀具装调技术。此外,为了提高刀具利用率,降低刀具管理成本,还开发了刀具管理软件、切削数据库等配套技术,用现代信息技术提高切削加工的整体水平。
数控切削加工作为制造技术的主要基础工艺,随着制造技术的发展,在20世纪末也取得了很大的进步,进入了以发展高速切削、开发新的切削工艺和加工方法、提供成套技术为特征的发展新阶段。
数控切削是制造业中重要工业部门,如汽车工业、航空航天工业、能源工业、军事工业和新兴的模具工业、电子工业等部门主要的加工技术,也是这些工业部门迅速发展的重要因素。因此,在制造业发达的美、德、日等国家保持着快速发展的势头。金属切削刀具作为数控机床必不可少的配套工艺装备,在数控加工技术的带动下,进入了“数控刀具”的发展阶段,显示出“三高一专”(即高效率、高精度、高可靠性和专用化)的特点。
显而易见,在21世纪初,尽管近净成形技术、堆积成形技术是非常有前途的新工艺,但切削加工作为制造技术主要基础工艺的地位不会改变。从当前制造业发展的趋势中可以看到,制造业发展和人类社会进步对切削加工提出的双重挑战,这也是21世纪初切削加工技术发展的主要趋势。
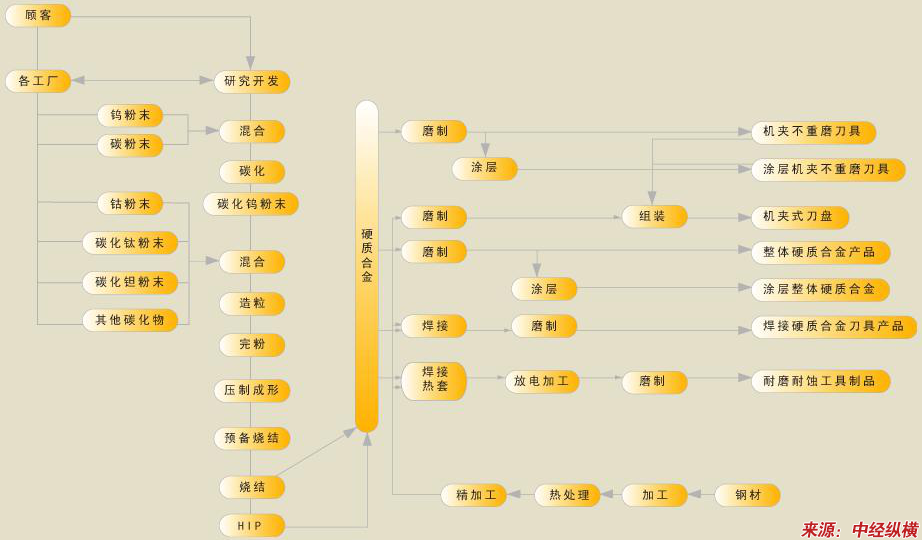
二、工艺流程或特点
现代切削技术的发展机制可以概括为:一方面,提高切削效率而不是一味强调工具寿命带来的实惠给予刀具制造商很大鼓舞,并据此确立了“创新工艺,创新刀具,提高切削效率,为用户服务”的全新经营理念,为切削这门传统制造工艺技术注入了新的生命力,使刀具制造商成为发展现代切削技术的主力军;另一方面,这一观念也被越来越多的刀具用户所接受,形成了“积极采用切削技术新成果,应用先进切削刀具提高加工效率,降低制造成本,提高企业竞争力”的新思维,使制造业对先进刀具的重视和需求达到了空前的程度,成为拉动切削技术快速发展的强大力量。这种“拉动”不是对切削技术发展的简单加速,而是赋予了切削技术新的发展机制和动力,使其从与使用脱节的传统切削技术过渡到面向用户需求、与使用紧密结合的现代切削技术新阶段。
刀片、刀体和焊接刀等刀具生产工艺流程
第七节 切削工具项目产业发展特点
一、周期性阶段
切削工具经过许多年的发展,已经形成了一个较为成熟的行业,其中属刀具、钻头等是在其带动下发展起来的较为不错的行业,得益于我国工业及其它相关下游行业的飞速发展,因此切削工具制造业的发展也不可小视,目前我国的切削工具种类很多。对于此行业来说,正是处于快速进步阶段,发展速度虽很快,无论在技术、质量及工艺等方面都更成熟、更安全,有些技术已经处于国际较为先进的水平。
二、区域性分布
由于我国经济发展仍有些不平均,北部,南部以及东部沿海地区的经济情况整体发展较为迅速,而西北,西南及部分中部地区的经济整体发展仍较为缓慢,因此在此影响下,在东部地区的交通也发展得较为完善,而西部则仍需要大力发展切削工具行业,而切削工具行业在其下游相关行业发展的带动下近年来也发展得生机勃勃,从区域性的角度来说,华北,华东及南部地区的整体发展较好,而西部,中部仍需要加紧建设。
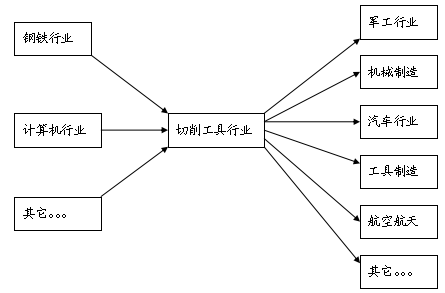
三、产业链发展
切削工具产品行业产业链示意图
第八节 未来五年切削工具项目产业规划建议
一、切削工具项目产业整体规划
尽管中国已经成为世界加工厂,但作为国民经济支柱产业的制造业,其劳动生产率与美、欧、日等工业发达国家和地区相比还有很大的差距,仅为其1/20左右。刀具和切削技术落后是机械制造业劳动生产率低下的重要原因之一。为了把我国从制造大国变成制造强国,中国刀协从中国切削工作者的历史责任的高度提出了“发展切削技术、建设制造强国”的宏伟目标。要求会员单位通过对切削应用技术的培训和先进刀具的推广,用2年左右的时间率先实现提高切削效率20%的目标。这个目标的实现,需要各界的共同努力。
1、加大刀具投入
当前切削刀具及相关技术的发展日新月异,近年来在数控技术和刀具技术的共同推动下,切削加工进入了高速切削的阶段。近年来刀具材料和涂层技术有了很大的发展,如PCD、CBN超硬刀具和陶瓷刀具的使用范围不断扩大,作为当前高速切削主力军的涂层硬质合金刀具的切削性能大幅提高等。近20年来切削速度提高了5~10倍,生产效率提高了50%~100%。高速切削有一个特点,就是当切削速度上升到一定程度时,由于材料软化等原因随着切削速度的增加切削力反而下降,同时由于切屑带走了大部分热量甚至工件的温升也会减小。不过受刀具材料性能限制,后一现象目前只在用PCD刀具加工铝合金和软质材料中才能观察到。高速切削还适用于硬切削、干切削和重切削,是提高切削效率的有效手段。
现代加工中刀具费用一般只占制造成本的3%~4%,但它对总制造成本的影响却要大得多。计划经济时代,机械加工企业从控制加工成本出发,制订刀具消耗定额、进行成本控制,我们也曾提到有些企业高效率的进口设备使用低性能的焊接刀具,不能发挥设备性能反而造成更大浪费的事实。有人计算过生产效率提高20%会使制造成本降低15%。现在多数企业都算过这笔账来了,加大刀具投入,用高速切削提高生产效率以降低总生产成本,是切削理念的一次进步。
2、创新刀具结构
先进刀具有三大技术基础:材料、涂层和结构创新。高速切削刀具主要依赖的是刀具材料和涂层技术的进步。高速切削可提高切削效率但不是惟一的手段。刀具的结构创新也是提高切削效率的有效手段。例如Iscar公司的大走刀量铣刀每齿走刀量达到3.5mm,Seco公司的复合孔加工刀具一次走刀就能完成钻、镗孔和端面倒角等。曲轴加工的工艺进步更具有说服力,曲轴车拉刀的发明使曲轴加工效率提高了10倍。现在又出现了效率更高的曲轴高速铣刀,一次走刀就可完成7个主轴颈的加工。东风汽车公司量刃具厂已经成功地为国内汽车厂开发了曲轴车拉刀和高速铣刀并成功用于生产。
上世纪八九十年代成都工具研究所在涂层、材料等单项技术都不占优势的情况下,凭借自主知识产权的刀具设计和工艺技术,加上涂层、材料和刀具结构创新技术的综合运用,在高强度石油管螺纹刀具上实现了对国外知名企业的一次成功超越。还有许多例子都说明刀具结构创新往往更能有效地提高切削效率。要提高切削效率不能只盯着用最好的(也常常是最贵的)刀具来进行高速切削。在目前我们刀具材料和涂层技术与国外还有较大差距的情况下,注重刀具的结构创新往往是提高切削效率的更有效和更可行的手段。采用包括高速切削和刀具结构创新在内的各种手段实现高效切削,是切削理念的又一次进步。
3、优化加工过程
运用先进刀具提高切削效率后又常常凸显出两类新问题:一是切削效率提高的效果被大量的非切削时间所冲淡,二是在加工设备不太先进的情况下先进刀具的费用不堪重负。日本MARZAK公司称他们的加工中心只有30%的时间在为公司创造效益。东方汽轮机厂进口的瑞士加工中心,其自动纪录的切削时间也只有30%左右。切削技术在不断发展,人们的认识在不断深化:在提高加工效率的努力中只靠高性能的刀具是远远不够的,通过切削应用技术提高切削生产效率的潜力还很大。
要进一步提高切削加工效率只靠先进刀具是不够的。我们还应该掌握和运用与切削过程相关的技术,全面提高生产效率。进行刀具结构创新,改善刀具使用条件,合理选用刀具材料和涂层;另外,工艺方式的改革,还有管理手段和相关技术,他们同样是提高生产效率的有效手段。说得更明确一点就是不要只盯着用最好的刀具这一条道,当前更要重视切削应用技术,向70%的时间要效率。
既要采用先进刀具,同时还要通过管理和应用相关技术优化整个加工过程,实现高效加工是最近切削理念的第三次进步。
二、切削工具项目产业规划建议
1、突出特色原则
规划建设要突出特色,在经营项目、销售产品类别、和管理上突出特色,由此形成较稳定的建设整体。同时,要重视市场需求量的提升,注重建设的品牌形象,增强市场的竞争力。
2、协调发展原则
要协调好与其它行业之间、产业发展、环境保护关系,特别是市场需求调查、产品及种类的发展之间的关系,既使市场的功能和层次得到提升,又促进现代物流业、电子商务等行业发展,产生良性互动互补的关系。
3、区域辐射原则
站在大流通、大市场、大区域的角度,注意与周边地区的竞争与协作,确立相关市场的发展方向、发展目标和发展潜力,从而尽可能扩大市场的半径和辐射范围,增强切削工具市场的辐射力和影响力。略……
第九节 未来五年切削工具项目产品前景预测
制造业的高速发展,使我国切削刀具市场发展潜力巨大,总量有望超过德、美、日,为我国工具产业的调整和发展,提供了一个充分的运作空间。
在现代高效刀具发展中,既要重视量大面广的硬质合金刀具,也要关注使用需求急剧增长的超硬刀具和高性能高速钢刀具。总之,现代制造业的发展中,提高加工质量和效率,是永恒的追求。现代高效刀具就是为这种需求服务的“高精度、高效率、高可靠性和专用化”的切削工具。
总的来说,切削工具行业是一项朝阳产业,其产业的经济效益在未来五年内仍然较大,本行业的发展不仅能推动其上游行业的发展,还能带动其它许多下游行业的发展,在今后几年内,切削工具产业的重要性会越来越明显,不仅体现在大行业大领域方面,它也会涉及到我们日常生活用具的质量,是一项长期向好的行业。
20世纪80年代,随着那个曾经因发明麻花钻轧制工艺而闻名的德国Rohde Doerrenberg公司的破产倒闭,高速钢刀具的生产逐渐向中国转移。据统计,2004年,我国共出口高速钢刀具19.39亿件,相当于日本全年高速钢刀具产量的25倍。
到2005年,我国共生产高速钢刀具36.5亿件(其中出口25.5亿件),销售收入109亿元,而同年日本生产高速钢刀具0.97亿件,销售收入8.813亿美元。国外的高速钢刀具生产厂甚至高速钢厂,有的调整生产类型,有的转移制造基地,还有的已经将整个企业卖给了中国公司(例如2006年,肯纳将其位于英国的一家基于高速钢业务的公司剥离,出售给了一家注册于我国广东的公司)。
2007年度国内切削刀具的销售收入约为210亿元人民币。其中出口8.5亿美元。按当年平均汇率换算,约为65亿元人民币。因此,2007年国产刀具在国内工具市场的销售约为145亿元人民币,其中硬质合金刀具约58亿人民币,占40%左右。同年进口刀具7.5亿美元,约为58亿元人民币,主要是硬质合金高效刀具。因此,2007年内我国切削工具的消费约为200亿元,其中硬质合金刀具消费约占54%。由上述数据可知,国产刀具在国内市场的占有率超过70%。
2008年,我国刀具消费额为290亿元人民币(约合40亿美元),其中进口刀具达到100亿元人民币(约合14亿美元),市场占有率超过三分之一。特别是进入新世纪以来,进口刀具消费额每年增长30%以上,超过了国产刀具的平均增长水平。国产刀具在高端市场受到进口刀具的步步进逼,其主要原因是国产刀具在产品结构和质量方面与发达国家差距很大。略……
上一篇 : 桥梁预制构件项目市场分析
下一篇 : 青豆罐头项目市场分析